Product Gallery
Discover our full range of products in one place.

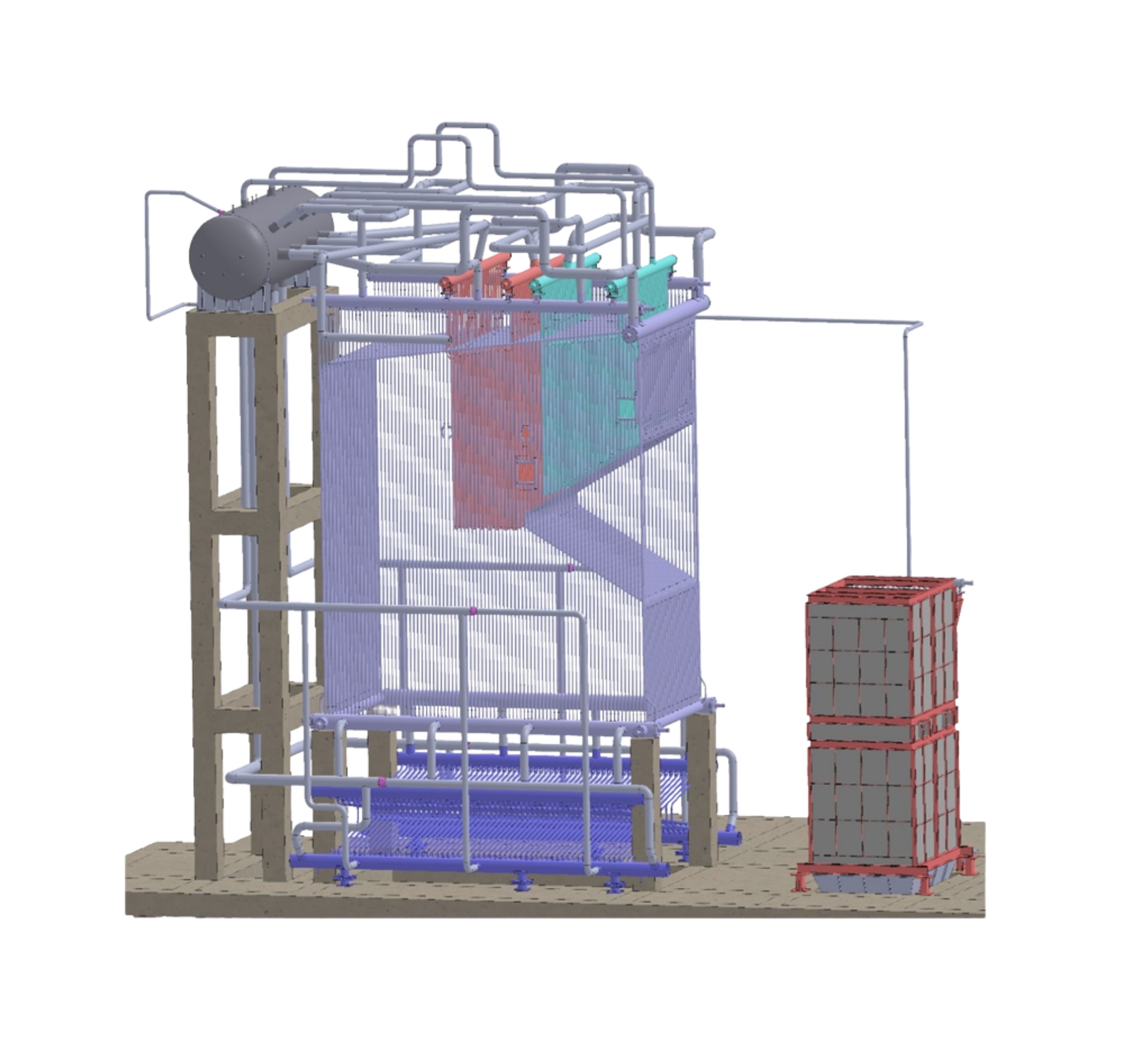
TG/RG Fired BI-Drum Steam Boiler
Heatex Industries Limited is a trusted Steam Boiler Manufacturer in India delivering advanced thermal systems for refineries and heavy industries. The TG/RG Fired Bi‑Drum Steam Boiler is a high‑capacity, fully water‑tube boiler designed to utilize Tar Generated (TG) gas or Refinery Gas (RG) as fuel, transforming waste gases into efficient, eco‑friendly energy. Its bi‑drum design—featuring separate steam and mud drums—ensures efficient water circulation, uniform heat transfer, and stable steam generation, making it ideal for continuous industrial operations. Depending on process requirements, the boiler can be equipped with either a Reciprocating Grate (for variable, low‑grade fuels with higher ash/moisture content) or a Travelling Grate (for uniform fuels and large‑scale continuous combustion). By repurposing refinery by‑products, the system reduces fuel costs, minimizes emissions, and supports waste‑to‑energy practices. Built with robust construction, CPCB/SPCB emission compliance, and ASME/IBR certification, the TG/RG boiler guarantees long service life, minimal maintenance, and reliable performance.
Single Durm High Pressure Steam Boiler
Heatex Industries Limited is a trusted Steam Boiler Manufacturer in India delivering advanced thermal systems for power plants and process industries. The Single Drum High Pressure Steam Boiler is a water tube boiler designed for high‑pressure steam generation, ensuring efficiency, reliability, and compliance with Indian Boiler Regulations (IBR). Unlike a Bi‑Drum Steam Boiler, which has both steam and mud drums, the single drum design simplifies construction while maintaining robust performance and efficient water circulation. Water‑filled tubes are externally heated by combustion gases, enabling rapid steam generation, uniform heat transfer, and reduced fuel consumption. This boiler is highly adaptable to a wide range of fuels including coal, lignite, biomass, and agro‑waste. With IBR certification, it meets stringent safety, design, and quality standards, making it ideal for power generation, sugar mills, and chemical industries requiring continuous, high‑pressure steam supply.
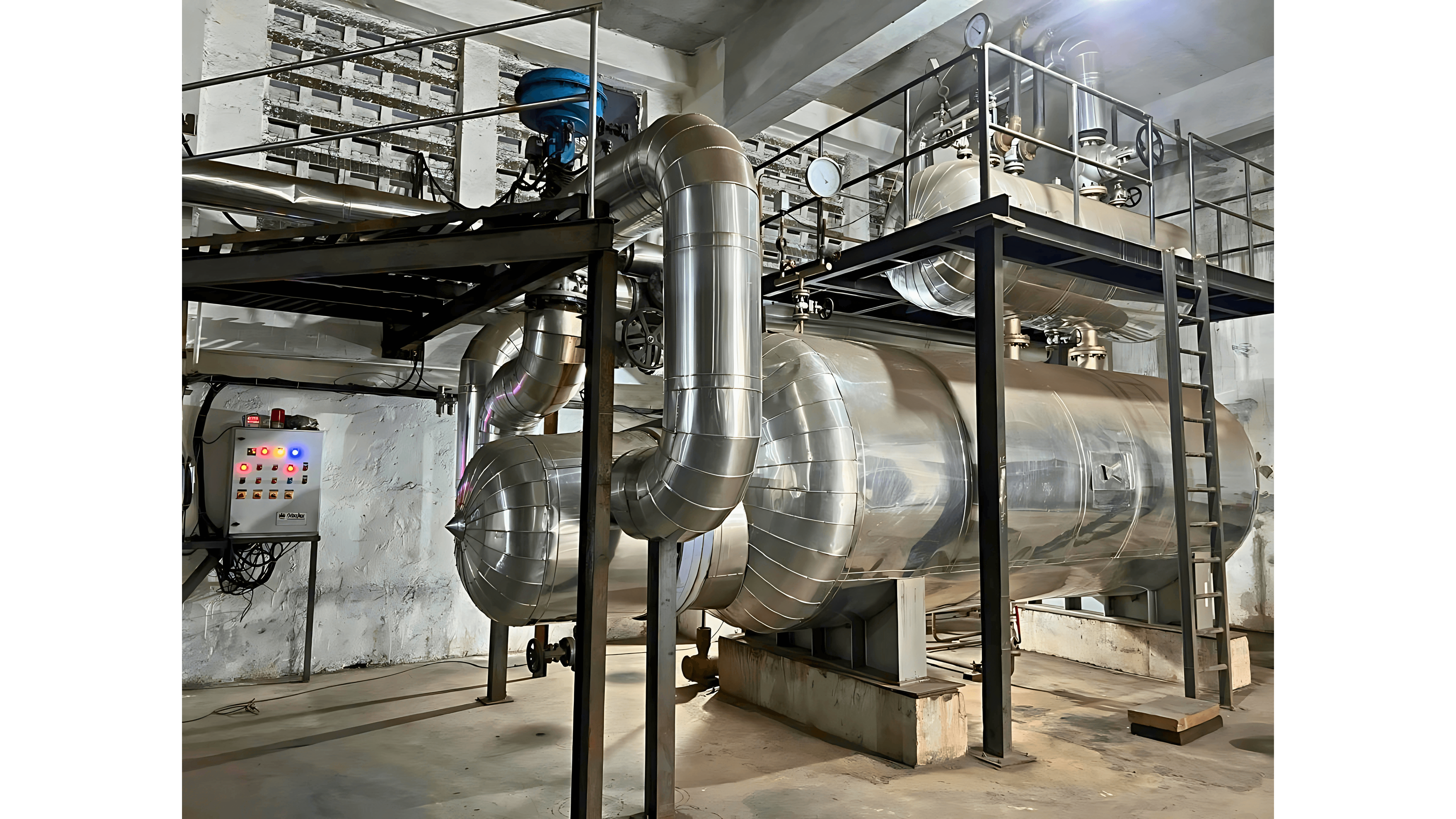
Thermic Fluid Heated Steam Generator
Heatex Industries Limited is a trusted Steam Boiler Manufacturer in India delivering advanced thermal systems for industries requiring precise, flame‑free steam generation. The Thermic Fluid Heated IBR Steam Generator uses hot thermal oil (thermic fluid) to indirectly generate steam, ensuring safe, efficient, and controlled operation. In this system, the thermic fluid is heated in a separate heater and circulated through specialized coils inside the steam generator. As water passes over these coils, it is converted into steam without direct flame contact, making the process ideal for high‑temperature and sensitive industrial applications. With IBR certification, the generator meets stringent Indian Boiler Regulations for design, safety, and performance. It offers energy efficiency, reduced maintenance, and operational reliability, making it suitable for chemical plants, pharmaceutical industries, food processing units, and other sectors requiring clean, controlled steam supply.

Waste Heat Recovery Steam Boiler
A Waste Heat Recovery IBR Steam Boiler uses waste heat from industrial processes (like engine or furnace exhaust) to generate steam, reducing fuel consumption and improving energy efficiency. It complies with Indian Boiler Regulations (IBR) and helps lower emissions, making it both cost-effective and environmentally friendly.

Pressure Vessel
HEATEX Industries Limited is a trusted partner in the field of ASME pressure vessel fabrication, specializing in custom‑engineered solutions for diverse industrial applications. Each pressure vessel is designed and fabricated to exact client specifications in strict accordance with ASME standards, ensuring safety, reliability, and long service life. Every unit undergoes thorough inspection by both our in‑house quality assurance team and an authorized third‑party inspector appointed by the client, guaranteeing compliance and performance. With expertise in custom pressure vessel design, high‑pressure vessels, and industrial storage tanks, HEATEX delivers solutions trusted across industries such as oil & gas, petrochemicals, power generation, and chemical processing.
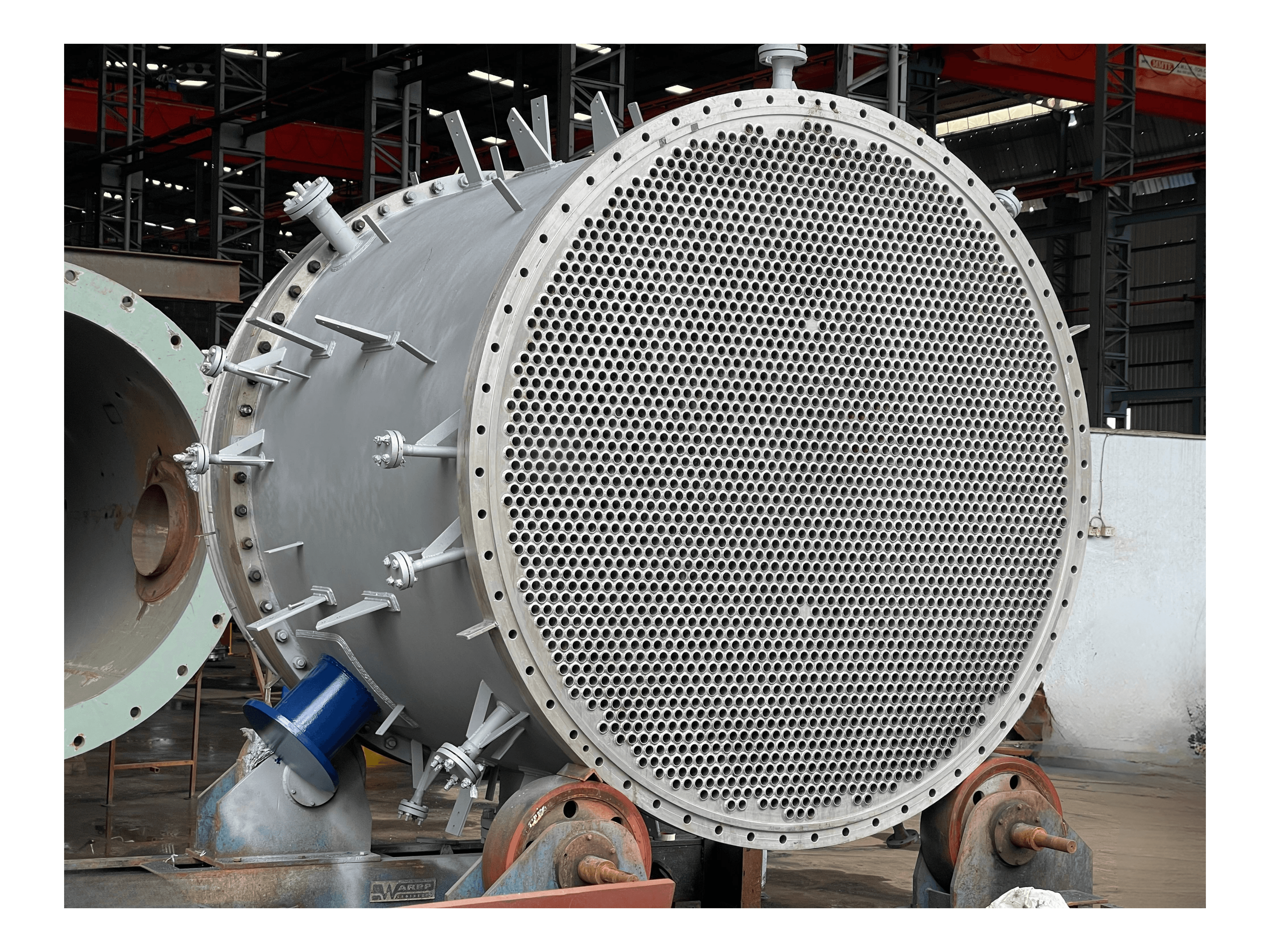
Heat exchanger
HEATEX Industries Limited specializes in heat exchanger design and fabrication engineered for maximum efficiency and durability. A well‑designed heat exchanger ensures optimal thermal energy transfer by combining advanced flow arrangements, enhanced surface area utilization, and premium material selection. Our industrial heat exchangers are built to minimize pressure drops, improve heat recovery, and deliver consistent system performance across demanding applications. With precision engineering and compliance to ASME, IBR, and ISO standards, HEATEX provides solutions trusted in oil & gas, petrochemicals, power generation, and chemical processing.

Reactors
HEATEX Industries Limited specializes in chemical reactor design and fabrication, delivering solutions that form the heart of process industries. Our industrial reactors are engineered to optimize reaction kinetics, heat transfer, mass transfer, and residence time, ensuring maximum yield, safety, and efficiency in product formation. By integrating precision engineering, advanced materials, and compliance with ASME, IBR, and ISO standards, HEATEX reactors provide consistent performance, operational reliability, and adaptability across diverse sectors such as oil & gas, petrochemicals, pharmaceuticals, and chemical processing.

Distillation Column
HEATEX Industries Limited specializes in distillation column design engineered to deliver maximum product purity with minimal energy consumption. A well‑designed distillation column leverages efficient internals such as trays, packing, and reboilers to optimize heat and mass transfer. By maintaining precise control over temperature and pressure profiles, our systems ensure high separation efficiency, operational reliability, and reduced operating costs. With compliance to ASME, IBR, and ISO certifications, HEATEX distillation columns are trusted across industries such as oil & gas, petrochemicals, pharmaceuticals, and chemical processing.

API 650 Storage Tank
HEATEX Industries Limited designs and fabricates API 650 storage tanks engineered for the safe, reliable storage of liquid products. These tanks are built to robust design standards covering material selection, fabrication, welding, and testing, ensuring structural integrity under varying operating conditions. By adhering to API 650 standards, HEATEX guarantees long‑term durability, leak prevention, and operational safety. Each tank undergoes stringent inspections and quality checks, making them suitable for industries such as oil & gas, petrochemicals, power generation, and chemical processing.
